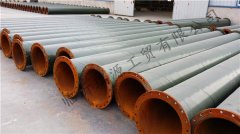
螺线管厂家生产故障的产生原因及处理方法

(1)、递送辊打滑:(偷停)
产生原因:
A、钢管壁厚不均匀
B、递送机压力偏低
C、钢带或钢管前进阻力大
处理方法:
A、给递送机加压
B、消除钢带或钢管阻力
(2)、打折:
产生原因:
A、钢带月牙弯及对头硬弯太大
B、导板与成型机或导板与递送机之间间隙偏大
C、递送机两侧压力偏差太大
D、钢管前进受阻
处理方法:
A、铣边机尽量消除月牙弯或硬弯
B、调整导板伸缩量,减少导板与递送机或成型间间隙
C、调整递送要两侧压力值,减少偏差
D、消除钢管前进阻力
(3)对缝搭边:
产生原因:
A、工作宽度或大桥角度偏大
B、2#辊压下量偏差太大
C、钢带递送线位置不准确
D、7#辊位置不正确或压下量偏大
处理方法:
A、减小工作宽度或大桥角度
B、调整2#辊压下时,减少两侧差值
C、调整钢带递送线位置
D、调整7#辊位置,减少压下量
(4)、钢带边挤厚:
产生原因:
A、钢带月牙弯大、有波浪
B、递送机辊两侧压力值不平衡
C、两侧立辊对钢带的作用力偏大
D、经铣边后,钢带边沿产生波浪
处理方法:
A、铣边时尽量消除月牙弯度
B、调整递送机辊两侧压力值平衡
C、调整立辊间隙,减少作用力
D、调整铣边量,消除波浪
(5)、对缝开裂:
产生原因:
A、钢带工作宽度或大桥角度偏小
B、成型器内、外辊角度偏小
C、2#辊压下量差值偏大
D、递送线位置跑偏
处理方法:
A、增加钢带宽度或大桥角度
B、调整成型器内、外辊角度
C、调整2#辊压下量,减少差值
D、调整递送线位置
(6)、对缝错边:
产生原因:
A、钢带月牙弯
B、钢带递送线不准确
C、大桥角度大于成型角度
处理方法:
A、使用微调,消除由于月牙弯或大桥角度不合适造成的错边
B、调整好钢带位置
(7)、管径超差:
产生原因:
A、钢带工作宽度偏大或偏小
B、成型器角度,内外辊角度偏大或偏小
C、2#辊压下量偏大或偏小
D、大桥角度偏大或偏小
F、钢带递送线位置偏北或偏南
处理方法:
A、调整铣边间距和铣边后工作宽度
B、调整成型器角度,内外辊角度
C、调整2#辊压下量值偏差
D、用液压微调摆动大桥
F、调整好递送线位置
(8)热裂纹:
产生原因:
A:成型机中心线与大桥中心线不一致
B、2#辊压下量不足或偏大,造成弹复量大
处理方法:
A、调整成型机中心线和大桥中心一致
B、调整2#辊压下量
(9)、内外划伤或压坑:
产生原因:
A、在矮直机、递送机辊面上粘有铁屑或焊瘤
B、成型机内、外辊上、下导板辊子不转动
C、铣边机铁屑飞溅
处理方法:
A、铲除国子上的杂物
B、更换不转的辊子
C、调整好清除铁屑机
- 上一篇: 防腐螺旋钢管的标准
- 下一篇: 环氧树脂防腐螺旋管的应用领域